
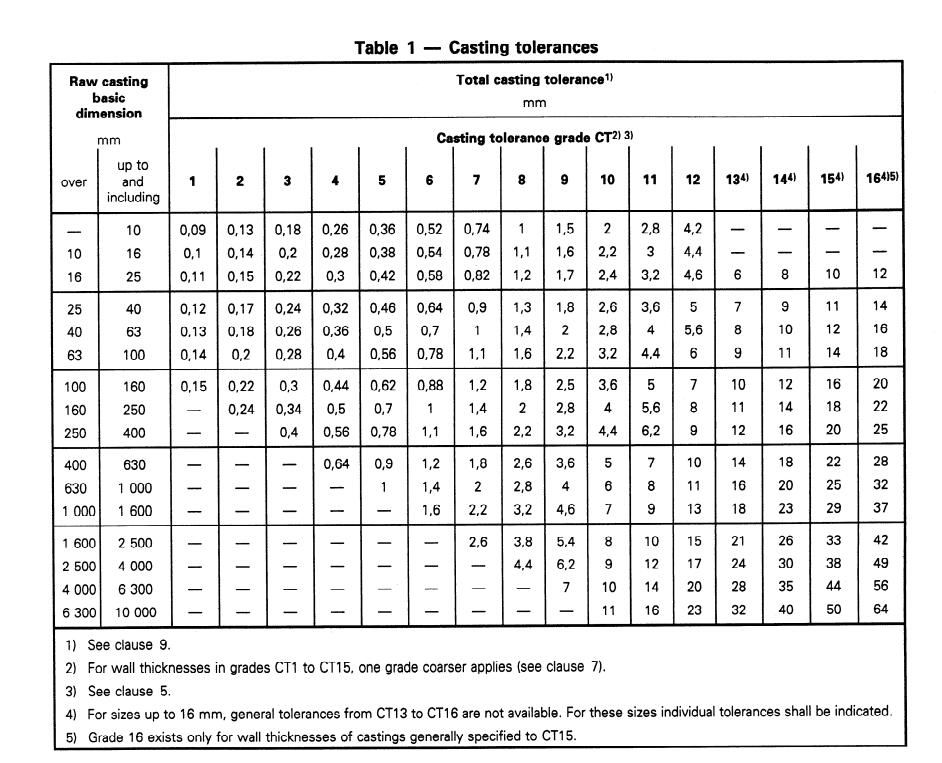
Toleranța dimensională este un factor important atunci când alegem procesul de turnare pentru turnarea dorită. În documentele standard ISO 8062 (corespunzător GB/T6414-1999 din China), nivelurile de toleranță ale dimensiunilor de turnare sunt specificate clar. În general, turnarea cu investiții și turnarea sub presiune au o precizie ridicată în dimensiune și de aceea procesul de turnare cu investiții este numit șiturnare de precizie. În cele ce urmează, veți vedea toleranțele generale ale turnării prin diferite procese de turnare.
Toleranță și capacități la turnare la RMC Foundry | ||||||
| Procesul de turnare | Capacitate anuală / Tone | Materiale principale | Greutate de turnare | Grad de toleranță la turnare dimensională (ISO 8062) | Tratament termic | |
| Turnare cu nisip verde | 6000 | Fontă gri, Fontă ductilă, Al, Alama, Oțel turnat, Oțel inoxidabil | 0,3 kg până la 200 kg | CT11~CT14 | Normalizare, călire, călire, recoacere, carburare | |
| Turnare în nisip acoperită cu rășină (turnare în carcasă) | 0,66 lbs până la 440 lbs | CT8~CT12 | ||||
| Turnare de investiție în ceară pierdută | Turnarea sticlei de apa | 3000 | Oţel inoxidabil, oțel carbon, oțel aliat, alamă, aluminiu, oțel inoxidabil duplex, fontă | 0,1 kg până la 50 kg | CT5~CT9 | |
| 0,22 lbs până la 110 lbs | ||||||
| Silica Sol Turning | 1000 | 0,05 kg până la 50 kg | CT4~CT6 | |||
| 0,11 lbs până la 110 lbs | ||||||
| Turnare cu spumă pierdută | 4000 | fontă gri, fontă ductilă, aliaj, oțel carbon, oțel inoxidabil, alamă, al | 10 kg până la 300 kg | CT8~CT12 | ||
| 22 lbs până la 660 lbs | ||||||
| Turnare în vid | 3000 | Fontă gri, fontă ductilă, oțel aliat, oțel carbon, oțel inoxidabil | 10 kg până la 300 kg | CT8~CT12 | ||
| 22 lbs până la 660 lbs | ||||||
| Turnare sub presiune de înaltă presiune | 500 | Aliaje de aluminiu, aliaje de zinc | 0,1 kg până la 50 kg | CT4~CT7 | ||
| 0,22 lbs până la 110 lbs | ||||||
Toleranțe de turnare pentruTurnări în nisip
Toleranțele de turnare sunt împărțite în toleranțe dimensionale de turnare (DCT) și toleranțe geometrice de turnare (GCT). Turnatoria noastră ar dori să discute cu dumneavoastră dacă aveți o cerere specială cu privire la toleranțele necesare. Iată, în cele ce urmează, gradul de toleranță general pe care l-am putea atinge prin turnarea noastră cu nisip verde, turnarea în formă de coajă și turnarea în nisip cu rășină furanică fără coacere:
- ✔ Grad DCT prin turnare cu nisip verde: CTG10 ~ CTG13
- ✔ Grad DCT prin turnare Shell Mold sau turnare cu nisip cu rășină furan: CTG8 ~ CTG12
- ✔ Grad GCT prin turnarea cu nisip verde: CTG6 ~ CTG8
- ✔ Grad GCT prin turnare cu mucegai Shell sau turnare cu nisip cu rășină furan: CTG4 ~ CTG7
Toleranțe de turnare pentruTurnări de investiții
În funcție de diferitele materiale de liant utilizate pentru realizarea cochiliei, turnarea de investiție ar putea fi împărțită în turnare de silice sol și turnare de sticlă de apă. Procesul de turnare pe bază de silice sol are toleranțe dimensionale de turnare (DCT) și toleranțe geometrice de turnare (GCT) mai bune decât procesul de turnare cu apă. Cu toate acestea, chiar și prin același proces de turnare, gradul de toleranță va fi diferit față de fiecare aliaj turnat datorită capacității diferite de turnare. Turnatoria noastră ar dori să discute cu dumneavoastră dacă aveți o cerere specială cu privire la toleranțele necesare. Iată, în cele ce urmează, gradul de toleranță general pe care l-am putea atinge atât prin procesele de turnare cu silice sol, cât și prin turnarea sticlei cu apă separat:
- ✔ Grad DCT de Silica Sol Lost Wax Turning: DCTG4 ~ DCTG6
- ✔ Grad DCT prin turnare cu ceară pierdută din sticlă de apă: DCTG5 ~ DCTG9
- ✔ GCT Grade de Silica Sol Lost Wax Casting: GCTG3 ~ GCTG5
- ✔ Grad GCT prin turnare cu ceară pierdută din sticlă de apă: GCTG3 ~ GCTG5
Toleranțe de turnare pentru piese turnate de turnare
După cum am menționat în toleranța de turnare pentru turnarea cu nisip, piesele turnate cu matriță au o precizie mult mai mare și o toleranță mai strânsă decât turnarea cu nisip. Iată, în cele ce urmează, gradul de toleranță general pe care l-am putea atinge prin turnarea cu matriță și turnarea cu nisip cu rășină furanică fără coacere:
- ✔ Grad DCT prin turnare Shell Mold sau turnare cu nisip cu rășină furan: CTG8 ~ CTG12
- ✔ Grad GCT prin turnare cu mucegai Shell sau turnare cu nisip cu rășină furan: CTG4 ~ CTG7
Toleranțe de turnare pentru piese turnate cu spumă pierdută
În general, toleranțele de turnare ale pieselor turnate cu spumă pierdută sunt mai bune decât turnarea cu nisip, dar mai proaste decât procesele de turnare în formă de coajă și turnare fără coacere. Pentru turnătoria noastră, am putea obține, practic, următoarele clase de turnare. Dar am dori să discutăm cu dvs. despre castingurile specifice și apoi să decidem ce numere vă putem oferi.
- ✔ Grad DCT prin turnare cu spumă pierdută: CTG9 ~ CTG13
- ✔ Grad GCT prin turnare cu spumă pierdută: CTG5 ~ CTG8
Dacă desenul de turnare sau documentul procesului de turnare necesită în mod clar inspecția tuturor dimensiunilor turnării, toate dimensiunile de turnare trebuie inspectate. Această situație este de obicei prima parte a producției de piese turnate sau a procesului de inspecție prin sondaj aleatoriu în timpul producției de masă. În producția de loturi mici, uneori este necesar să se inspecteze toate dimensiunile turnării.
În conformitate cu cerințele specificate în desene sau documentele de proces, dimensiunile pieselor turnate trebuie inspectate pentru dimensiunile de control cheie, dimensiunile cu cerințe de mare precizie și dimensiunile care sunt ușor deformate și în afara toleranței. Această situație se aplică de obicei la controlul inspecției dimensiunilor producției de masă pe linia de producție.

Produse personalizate de turnare din fontă

Produse de turnare din fontă ductilă
Ora postării: 14-apr-2021