

Turnarea cu nisip folosește nisip verde (nisip umed) sau nisip uscat pentru a forma sistemele de turnare. Theturnare cu nisip verdeeste cel mai vechi proces de turnare folosit în istorie. La realizarea matriței, modelele din lemn sau metal trebuie produse pentru a forma cavitatea goală. Metalul topit apoi se toarnă în cavitate pentru a forma piesele turnate după răcire și solidificare. Turnarea cu nisip este mai puțin costisitoare decât alte procese de turnare atât pentru dezvoltarea matriței, cât și pentru piesa de turnare unitară. Turnarea cu nisip, înseamnă întotdeauna turnarea cu nisip verde (dacă nu există o descriere specială). Cu toate acestea, în zilele noastre, celelalte procese de turnare folosesc și nisipul pentru realizarea matriței. Ei au propriile nume, cum ar fiturnare mucegai coajă, turnare cu nisip acoperită cu rășină furanică (fără tip coacere),turnare cu spumă pierdutăși turnarea în vid.
Avem diferite tipuri de turnare pentru alegerea dvs. O parte a procesului opțional pentru proiectul dvs. va fi selectarea procesului de turnare care vă va satisface cel mai bine nevoile. Cea mai populară formă este turnarea cu nisip, care implică realizarea unei replici a unei piese finite (sau model) care este comprimată cu nisip și aditivi de liant pentru a modela turnarea finală. Modelul este îndepărtat după ce s-a format matrița sau amprenta, iar metalul este introdus printr-un sistem de rulare pentru a umple cavitatea. Nisipul și metalul sunt separate, iar turnarea curățată și finisată pentru expediere către client.
Turnare cu nisip VS turnare cu mucegaiuri:
Atât turnarea cu nisip, cât și turnarea în formă de coajă folosesc nisipul pentru a face cavitatea goală pentru turnare. Diferența este că turnarea cu nisip folosește nisip verde sau nisip uscat (turnarea cu spumă pierdută și turnarea în vid folosesc nisipul uscat pentru a face mucegai), în timp ce turnarea în formă de coajă folosește nisip acoperit cu rășină pentru a face sistemele de turnare. Nisipul acoperit nu a putut fi reutilizat. Cu toate acestea, piesele turnate pentru matriță au o calitate mult mai bună decât cea aturnări de nisip.
Turnare cu nisip VS turnare cu investiții:
Aceste două procese de turnare sunt diferite în ceea ce privește materialele de turnare utilizate pentru realizarea modelelor.Turnare de investițiifoloseste ceara pentru a produce replicile de ceara (de aceea se mai numeste si turnare cu ceara pierduta) care au aceeasi dimensiune si dimensiuni ca si turnarea dorita. Apoi, replicile de ceară vor fi acoperite cu nisip și materiale de liant (de obicei, sol de silice sau sticlă de apă) pentru a construi un înveliș puternic pentru turnarea metalului topit. În timp ce, turnarea cu nisip adoptă de obicei nisipul verde sau nisipul uscat pentru a face o cavitate goală, care au aceleași dimensiuni și dimensiuni ca piesele de turnare dorite. Atât pentru procesele de turnare cu nisip, cât și pentru turnarea cu investiții, nisipul și ceara ar putea fi reutilizate. Piesele turnate de investiții au de obicei o precizie de suprafață, geometrică și dimensională mult mai bună decât piesele turnate cu nisip.
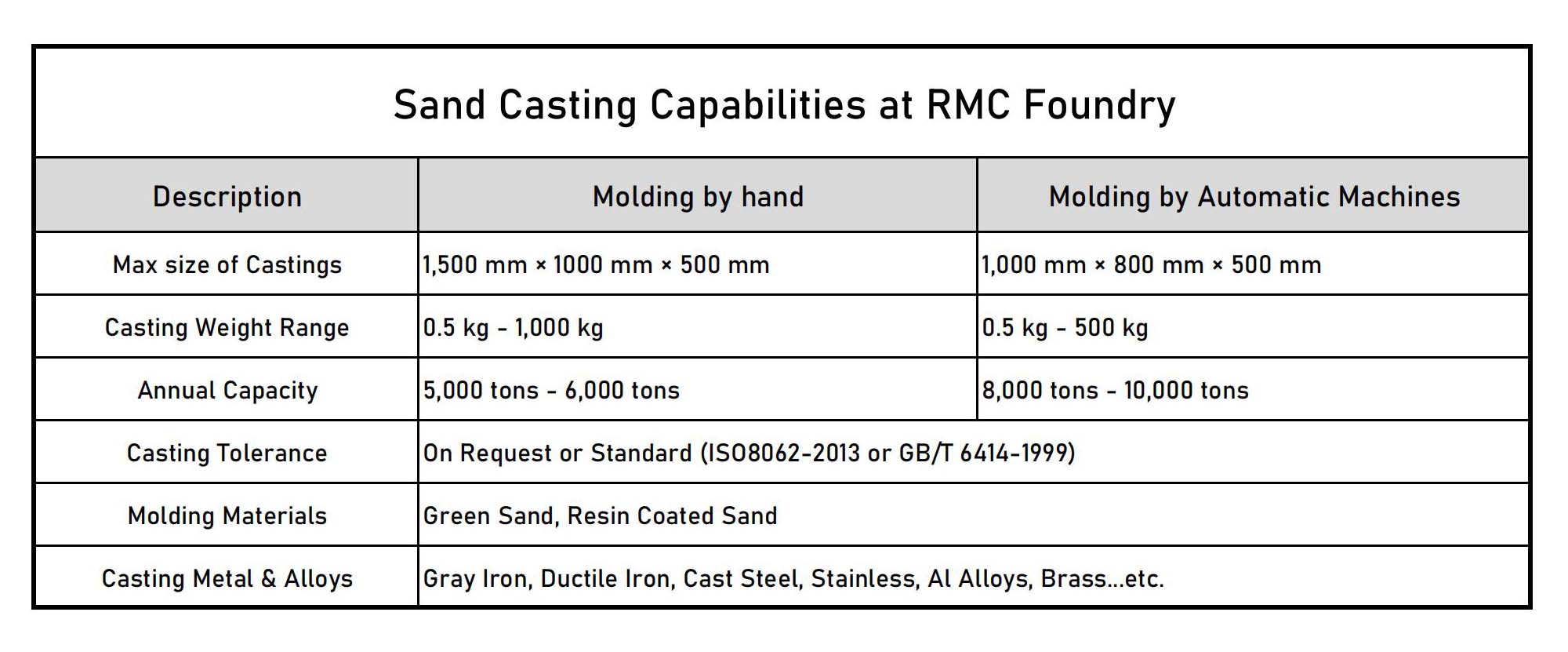
Toleranțele de turnare sunt împărțite în toleranțe dimensionale de turnare (DCT) și toleranțe geometrice de turnare (GCT). Turnatoria noastră ar dori să discute cu dumneavoastră dacă aveți o cerere specială cu privire la toleranțele necesare. Iată, în cele ce urmează, gradul de toleranță general pe care l-am putea atinge prin turnarea noastră cu nisip verde, turnarea în formă de coajă și turnarea în nisip cu rășină furanică fără coacere:
✔ Grad DCT prin turnare cu nisip verde: CTG10 ~ CTG13
✔ Grad DCT prin turnare Shell Mold sau turnare cu nisip cu rășină furan: CTG8 ~ CTG12
✔ Grad GCT prin turnarea cu nisip verde: CTG6 ~ CTG8
✔ Grad GCT prin turnare cu mucegai Shell sau turnare cu nisip cu rășină furan: CTG4 ~ CTG7
Avantajele procesului de turnare cu nisip
1- Cost scăzut datorită materialelor sale de matriță ieftine și reciclabile și echipamentelor de producție simple.
2- Gamă largă de greutate unitară de la 0,10 kg la 500 kg sau chiar mai mare.
3- Structură variată de la tip simplu la tip complex.
4- Potrivit pentru cerințe de producție de diferite cantități.
| Materiale pentru procesul de turnare cu nisip la Turnatoria RMC | |||
| Categorie | China Grad | Gradul SUA | Grad Germania |
| Oțel inoxidabil feritic | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1,4000, 1,4005, 1,4008, 1,4016, GX22CrNi17, GX4CrNi13-4 |
| Oțel inoxidabil martensitic | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Oțel inoxidabil austenitic | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.4406, 1.4406, 1.4406, 1.4406, 1.4406 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1,4582, 1,4584, |
| Oțel inoxidabil întărit prin precipitații | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1,4542 |
| Oțel inoxidabil duplex | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1,4460, 1,4462, 1,4468, 1,4469, 1,4517, 1,4770 |


Turnatorie turnare matrite de nisip






{kind=link}